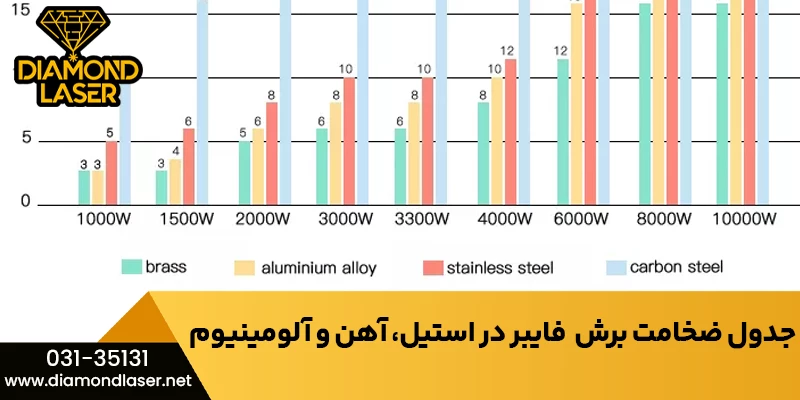
جدول ضخامت قابل برش با لیزر فایبر در استیل، آهن و آلومینیوم
جدول ضخامت قابل برش با لیزر فایبر در استیل، آهن و آلومینیوم
مقدمه
در سالهای اخیر، دستگاه برش لیزر فلزات (Fiber Laser Cutting Machine) جایگزین روشهای سنتی مانند پلاسما و واترجت شدهاند.
اما یکی از مهمترین سؤالاتی که اکثر مشتریان در هنگام خرید یا تنظیم دستگاه مطرح میکنند این است:
«دستگاه فایبر من تا چه ضخامت فلزی را میتواند برش دهد؟»
پاسخ به این سؤال به عوامل متعددی مانند توان لیزر، نوع فلز، نوع گاز کمکی، کیفیت لنز، و سرعت برش بستگی دارد.
در این مقاله بهصورت علمی و کاربردی توضیح میدهیم که برای هر فلز (استیل، آهن و آلومینیوم)، حداکثر ضخامت قابل برش با لیزر فایبر چقدر است، چه پارامترهایی روی آن تأثیر دارند، و چگونه باید جدول توان و ضخامت را تفسیر کنید.
🔹 ضخامت قابل برش در دستگاه فایبر یعنی چه؟
منظور از "ضخامت قابل برش"، بیشترین ضخامتی است که دستگاه میتواند بدون افت کیفیت و با سرعت منطقی، قطعه را برش دهد.
این ضخامت معمولاً با توجه به سه عامل تعیین میشود:
توان منبع لیزر (kW)
نوع فلز و میزان بازتاب آن
نوع گاز کمکی (اکسیژن، نیتروژن یا هوا)
بهعنوان مثال، دستگاهی با توان ۲ کیلووات ممکن است فولاد نرم تا ۶ میلیمتر را برش دهد، اما برای همان ضخامت در آلومینیوم به ۴ کیلووات نیاز دارد.
🔹 عوامل مؤثر بر ضخامت قابل برش با فایبر
برای درک بهتر جدولهای فنی، ابتدا باید عوامل مؤثر بر عملکرد دستگاه را بشناسیم:
عامل توضیح فنی توان منبع لیزر هرچه توان بالاتر باشد، انرژی بیشتری به فلز منتقل شده و امکان برش ضخیمتر فراهم میشود.نوع فلز فلزات با بازتاب بالا (مثل آلومینیوم و مس) انرژی بیشتری جذب میکنند.گاز کمکی اکسیژن برای افزایش سرعت در فولاد مناسب است، نیتروژن برای کیفیت سطح بهتر. کیفیت فوکوس لنز تنظیم دقیق فوکوس نقش مهمی در کنترل عرض برش و جلوگیری از سوختگی دارد.سرعت و فشار گاز سرعت زیاد یا فشار کم میتواند باعث نیمبرش شدن یا سوختگی لبهها شود. سیستم حرکتی دستگاهدقت محورهای X و Y در کیفیت برش ضخامت بالا تأثیر مستقیم دارد
اگر به دنبال برش تمیز و براق (بدون رنگ اکسید) هستید، همیشه از نیتروژن بهعنوان گاز کمکی استفاده کنید
🔹 عملکرد دستگاه در برش ضخامتهای بالا
وقتی ضخامت فلز زیاد میشود (بیش از ۱۰ میلیمتر)، چند اتفاق مهم میافتد:
پرتو لیزر نیاز به تمرکز عمیقتر دارد → باید فوکوس لنز دقیقاً تنظیم شود.
گاز کمکی باید با فشار بالاتر وارد شود تا ذوب اضافی تخلیه شود.
سرعت برش باید کاهش یابد تا انرژی کافی در محل نفوذ باقی بماند.
در این حالت، توان ۶ کیلووات و بالاتر توصیه میشود.
دستگاههای فایبر دیاموند با هدهای اتوفوکوس و کنترل دقیق فشار گاز، امکان برش فولاد تا ۲۵ میلیمتر را فراهم میکنند
🔹 نکات فنی برای برش دقیق در ضخامتهای زیاد
لنز را تمیز و بدون خراش نگه دارید.
هر آلودگی کوچک روی لنز، در توانهای بالا باعث افت کیفیت برش میشود.
از نازل متناسب با ضخامت استفاده کنید.
نازل بزرگتر برای ضخامت بالا باعث خروج گاز بیشتر و تخلیه بهتر میشود.
فوکوس را بهصورت تستی تنظیم کنید.
یک برش آزمایشی با تغییر ۰.۱ میلیمتر در فاصله فوکوس انجام دهید تا بهترین نقطه فوکوس را پیدا کنید.
در فلزات بازتابی (مثل آلومینیوم) از منبع لیزر با سیستم حفاظتی (Back Reflection Protection) استفاده کنید تا منبع آسیب نبیند.
گاز نیتروژن خالصتر (۹۹.۹٪) باعث سطح برش براقتر میشود
جمعبندی و نتیجهگیری
انتخاب توان مناسب و شناخت ضخامت قابل برش در هر فلز، از حیاتیترین نکات در بهرهوری دستگاههای فایبر است.
دستگاههای فایبر دیاموند با استفاده از منابع لیزر پیشرفته و سیستم کنترل هوشمند،
قادرند فلزات مختلف را با دقت، سرعت و کیفیت عالی برش دهند.
💡 نتیجه نهایی:
برای فولاد نرم تا ۲۰ میلیمتر، استیل تا ۱۲ میلیمتر و آلومینیوم تا ۱۰ میلیمتر،
بهترین عملکرد با دستگاههای فایبر ۶ کیلووات و بالاتر حاصل میشود.
اگر قصد دارید بدانید کدام توان دستگاه فایبر برای ضخامت کاری شما مناسب است،
کارشناسان فنی دیاموند لیزر آمادهاند تا بهصورت رایگان و تخصصی راهنماییتان کنند.
📞031-35131
همین حالا تماس بگیرید
🔹پرسشهای متداول
۱. آیا با دستگاه فایبر ۲ کیلووات میتوان استیل ۵ میلیمتر را برش داد؟
بله، با استفاده از گاز نیتروژن و تنظیم دقیق فوکوس، برش تمیز تا ضخامت ۵ میلیمتر قابل انجام است.
۲. آیا دستگاههای فایبر میتوانند آلومینیوم را بدون خط برش دهند؟
بله، اما باید از منبع لیزر دارای محافظ بازتاب و نازل مخصوص استفاده کنید تا نور برگشتی به منبع آسیب نزند.
۳. آیا استفاده از اکسیژن در استیل توصیه میشود؟
خیر، اکسیژن باعث اکسید شدن سطح استیل میشود و کیفیت لبه را کاهش میدهد.
۴. ضخامت حداکثر قابل برش در دستگاههای دیاموند لیزر چقدر است؟
مدلهای صنعتی دیاموند لیزر تا ۲۵ میلیمتر فولاد نرم و ۱۲ میلیمتر استیل را با کیفیت ممتاز برش میدهند.
۵. برای فلزات بازتابی چه نکاتی باید رعایت شود؟
از لنز با پوشش ضدبازتاب، فشار گاز بالا و منبع دارای محافظ Back Reflection استفاده کنید.