چرا جوش لیزری خطوط نامنظم ایجاد میکند؟
چرا جوش لیزری خطوط نامنظم ایجاد میکند؟ (راهنمای جامع با دلایل و راهحلها)
مقدمه
اگر از دستگاه جوش لیزری استفاده میکنید و با مشکل خطوط نامنظم، موجدار، کج یا ناهماهنگ مواجه شدهاید، باید بدانید این موضوع بسیار شایع است و معمولاً به دلیل چند عامل فنی ساده—but critical—رخ میدهد.
جوش لیزری، با تمام دقت و ظرافتی که دارد، در صورت وجود کوچکترین اختلال در تنظیمات، اپراتوری یا وضعیت قطعه میتواند خروجی را از حالت یکدست خارج کند.
جوش لیزری چیست و چرا حساسیت بالایی دارد؟
سازوکار لیزر و حساسیت آن به تغییرات
جوش لیزری با تمرکز یک پرتو دقیق روی سطح فلز کار میکند. هرگونه تغییر در فاصله، زاویه، سرعت دست، شدت نور یا خواص فلز میتواند شکل مسیر جوش را تغییر دهد.
چرا انحراف در جوش لیزری بیشتر دیده میشود؟
لیزر کاملاً نقطهای است
پایداری دست نقش مهمی دارد
حرارت سریع باعث تغییر شکلهای لحظهای میشود
سرعت حرکت اگر ناهماهنگ باشد، خروجی موجدار میشود
اصلی ایجاد خطوط نامنظم در جوش لیزری
خطوط نامنظم معمولاً به یکی از دلایل زیر ایجاد میشوند:
سرعت نامتعادل اپراتور
فاصله غیراستاندارد نازل تا سطح
لرزش دست
تنظیمات توان و فرکانس اشتباه
عدم تمیزی سطح
اتصالات یا سطح ناهموار
تنظیم اشتباه گاز محافظ
پرتاب جرقه (اسپتر)
خطا در فوکوس لیزر
کیفیت پایین لنز یا آلودگی لنز
در ادامه هر مورد را دقیقتر توضیح میدهیم
بررسی دلایل دقیق با مثالهای واقعی
مثالهای میدانی از کارگاهها
مثال ۱: جوش موجدار روی ورق استیل
اپراتور از سرعت یکنواخت استفاده نکرده و فاصله نازل بین ۵ تا ۱۰ میلیمتر متغیر بوده. نتیجه: مسیر جوش بهصورت موجی درآمده است.
مثال ۲: خط جوش شکسته روی آلومینیوم
چون آلومینیوم اشتعالپذیرتر است، تنظیمات توان روی مقدار بالاتر تنظیم شده و حاشیه جوش دچار بریدگی شده است
مشکلات رایج اپراتوری که باعث خط نامنظم میشود
خطاهای اپراتور (عامل اصلی 80٪ مشکلات)
۱. سرعت نامناسب دست
سرعت زیاد → جوش کمعمق و شکسته
سرعت کم → لبپخش و نامنظم
۲. لرزش دست
کوچکترین لرزش، مسیر لیزر را منحرف میکند.
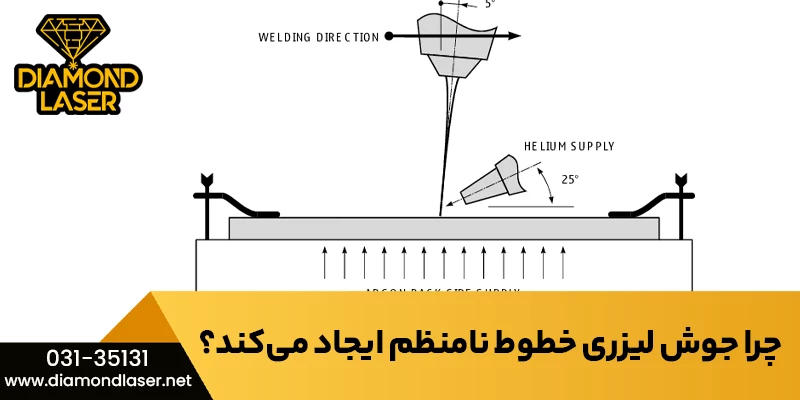
۳. زاویه اشتباه
زاویه باید بین ۱۰ تا ۳۰ درجه نسبت به سطح باشد. اگر زاویه خیلی باز یا بسته باشد، مسیر جوش کج میشود.
۴. ثابت نبودن فاصله نازل
فاصلهی استاندارد معمولاً ۱ تا ۲ میلیمتر است.
فاصله زیاد → پاشش و پراکندگی
فاصله کم → سوختگی و خط کج
تأثیر تنظیمات اشتباه دستگاه بر کیفیت جوش
تنظیمات مهمی که باید بررسی کنید
۱. توان لیزر (Power)
اگر خیلی بالا باشد: خطوط خشن
اگر خیلی پایین باشد: خطوط شکسته
۲. فرکانس (Frequency)
فرکانس پایین → نقاط نامنظم
فرکانس بالا → جوش یکدست
۳. سرعت اسکن (Scan Speed)
سرعت ناهماهنگ = خطوط نامنظم
۴. پترن (Pattern Mode)
اگر الگوی جوش مثل دایره، زیگزاگ یا خطی درست تنظیم نشود، خروجی موجدار میشود
مشکلات قطعه کار که مسیر جوش را مختل میکنند
مهمترین ایرادات قطعه
۱. سطح ناهموار
هر ناهمواری باعث پرش لیزر و ایجاد مسیر نامنظم میشود.
۲. آلودگی سطح (روغن، گردوغبار، اکسید، چربی)
نظافت ناکافی = ناپایداری حوضچه ذوب.
۳. ضخامت متغیر ورق
وقتی ضخامت یکنواخت نباشد، لیزر نمیتواند مسیر صاف ایجاد کند.
۴. اتصالات ضعیف یا لق بودن قطعه
قطعه اگر حرکت کند، مسیر جوش قطع و وصل میشود.
راهحلها و روشهای تضمینی برای داشتن جوش کاملاً صاف
چکلیست رفع مشکل خطوط نامنظم
حفظ سرعت ثابت
انتخاب توان مناسب
تنظیم ارتفاع ثابت نازل
نظافت کامل سطح
استفاده از گاز محافظ با فشار مناسب
تمرین حرکت خطی پیش از شروع کار
بررسی لنز و تمیزی آن
انتخاب الگوی صحیح جوش
نکته طلایی
حدود ۷۰٪ کیفیت نهایی جوش لیزری به مهارت اپراتور وابسته است، نه خود دستگاه
پرسشهای متداول
۱. چرا جوش لیزری روی استیل بیشتر موجدار میشود؟
چون استیل حرارت را سریع پخش میکند؛ بنابراین باید توان دستگاه و سرعت حرکت دقیق تنظیم شود.
۲. آیا آلومینیوم باعث ایجاد خط کج میشود؟
بله. آلومینیوم انبساط لحظهای دارد و نیاز به تنظیم توان و گاز بیشتری دارد.
۳. چگونه بفهمم مشکل از دستگاه است یا اپراتور؟
اگر الگویی ثابت در خطاها دیده شود، احتمالاً تنظیمات دستگاه اشتباه است؛ اگر خطاهای پراکنده باشد، مشکل از اپراتور است.
۴. آیا اسپتر (جرقه) باعث نامنظمی میشود؟
کاملاً. اسپتر مسیر لیزر را منحرف میکند و باید با تنظیم گاز و توان کنترل شود.
۵. آیا لنز کثیف میتواند مسیر جوش را کج کند؟
بله، لکههای بسیار کوچک روی لنز مسیر لیزر را تغییر میدهد
جمعبندی
خطوط نامنظم در جوش لیزری معمولاً به دلیل خطاهای اپراتوری، تنظیمات اشتباه، فاصله غیر استاندارد، آلودگی سطح یا ایرادات قطعه ایجاد میشوند.
با رعایت چند نکته ساده و بررسی منظم دستگاه، میتوانید خروجی کاملاً صاف، یکنواخت و حرفهای داشته باشید.
اگر هنوز مطمئن نیستید مشکل خطوط نامنظم دستگاه شما از کجاست، همین حالا تماس بگیرید.
031-35131